Product Description
| Product Description | |
| Item Name | New energy vehicles,Communication,Home Appliances,Etc Aluminum Alloy Housing Die Casting |
| General Products,Application/Service Area | Metal Parts Solution for New energy vehicles,Communication,Home Appliances, Agriculture machine, transportation equipment, Agriculture machine metal Parts, etc. |
| Certification | CE, RoHS, ISO 9001:2000, ISO 9001:2008, Ts16949 |
| Process | High-pressure die casting,Aluminum Sand Casting,CNC Machining,Finishing Services |
| Blanks Tolerance -Casting Tolerance | ISO 2768 m for Permanent Molding, Die Casting, |
| High Pressure Die Casting Material | A380/A390/A360/ADC10/ADC12/Alsi7mg/Alsi12/ENAC-43400/ENAC-44300/ENAC-44400/ENAC-46000/EN Alsi7mg |
| Low Pressure Die Casting Material | A356/A357/A319/A413/ZL101/ZL102/ZL104/ZL107/LM6//LM/20/LM25/EN AC-42100/EN AC-42200/EN AC-43000/EN AC-43200/EN AC-43300/EN AC-43400/EN |
| CNC Machining Material | AL6061/Al6063/AL6082/AL7075/AL5052/A380 |
| Casting Blank Size /Dimensions | 2 mm-1500mm / 0.08inch-60inch , or according to customer requirements |
| Casting Blank Weight | From 0.02- 50 Kg for Die Casting Process |
| Applicable Machining Process | CNC Machining/ Lathing/ Milling/ Turning/ Boring/ Drilling/ Tapping/ |
| Broaching/Reaming /Grinding/Honing and etc. | |
| Machining Tolerance | From 0.005mm-0.01mm-0.1mm |
| Machined Surface Quality | Ra 0.8-Ra3.2 according to customer requirement |
| Applicable Heat Treatment | T5~T6 |
| Applicable Finish Surface Treatment | Zinc/Brass/Chrome/Nickel Plating, Polishing, Mirror Polishing, Painting, Powder Coating, E-coating, Anodizing, Pad printing, Silk Screening |
| Inspection Facilities | Spectrograph, CMM, Resin Sand Analysis Device, X-Ray Detection Eqipment, Leak Test Equipment, Hardness Test Device, Meallography Analysis Device, Salt Spray Test Chamber, etc. |
| Quality | 100%inspection before shipping |
| MOQ For aluminum casting | For sample 5piece,Small batch 100piece |
| Die casting equipment specifications | 250T-4000T 50sets |
| CNC processing equipment | 200 sets |
| Lead Time | CNC For sample10days,Die Casting for CZPT 25-50 days,for mass production it Is take 30 days. |
| Standard | ASTM, DIN,JIS, EN, ISO, GB |
| Software | Pro/E,UG, Solidworks, Auto CAD |
| Payment Methods | T/T, L/C, West Union, Paypal |
Benky can provide customers with one-stop solutions including product design, die making, die cast, machining, CNC finish machining, and surface treatment.
We have obtained the certification of many international standard systems such as IS9001, ISO/TS16949, EICC, and Dun & Bradstreet certification. Benky is a country-level high-new tech demonstration enterprise, and it has about 30 patents.
Our plant occupies a floor area of 30,000 m2, and we have 500 well-trained employees and 40 research staff. Our annual capacity of die cast is 30,000 tons and our annual capacity of molds has exceeded 300 sets. We have more than 40 die-casting machines ranging from 280T to 4000T, and the largest casting weight can be 50KG. We also have more than 200 CNC machining centers.
Our Service areas include the United States, Germany, the United Kingdom, Australia, Canada, Italy, Israel,French and other mainland China, overseas market accounts for 50%.
Benky has engaged in the die-casting and CNC machining industry for 30 years. With our innovation philosophy and experience, we can provide you the services at a reasonable price, with the best quality, and fast delivery.
Q1. Are you a factory or trade company?
A: We are a factory with over 30 years in die casting and CNC machining. We service customers aluminum die casting ,mold design, die casting, machining and Product assembly.
Q2. Where is your factory?
A: Our factory locates in HangZhou china, 45 minutes drive to HangZhou airport, 1.5hs drive to Hongkong
Q3:Available for customized design drawings?
A:2D(PDF/DXF/DWG fomat file)3D(IGS/STEP format file)
Q4:How to know the production process ?
A:We will send digital pictures and videos show you the production process
Q5:Do you provide samples ?
A:Yes , we could offer the sample for customer to check quality and specification.
Q6:Will my drawing be safe after you get it?
A:Yes , we can sign the NDA before you send the drawing.
Q7:What is lead Time for order?
A:In General , For sample , it is take about 10 days , and for mass production, it Is take 30 days.
Q8:What`s the MOQ ?
A:5piece sample , we accept sample order for customer to check quality ad specification.100pcs/batch.
Q9. Payment terms
A: Mold costs: 40% prepay upon order confirmation, balance after sample approval Mass production: 30-50% prepay, balance upon B/L available.
Thank you for your watching!!!
The Benefits of Spline Couplings for Disc Brake Mounting Interfaces
Spline couplings are commonly used for securing disc brake mounting interfaces. Spline couplings are often used in high-performance vehicles, aeronautics, and many other applications. However, the mechanical benefits of splines are not immediately obvious. Listed below are the benefits of spline couplings. We’ll discuss what these advantages mean for you. Read on to discover how these couplings work.
Disc brake mounting interfaces are splined
There are 2 common disc brake mounting interfaces – splined and six-bolt. Splined rotors fit on splined hubs; six-bolt rotors will need an adapter to fit on six-bolt hubs. The six-bolt method is easier to maintain and may be preferred by many cyclists. If you’re thinking of installing a disc brake system, it is important to know how to choose the right splined and center lock interfaces.
Aerospace applications
The splines used for spline coupling in aircraft are highly complex. While some previous researches have addressed the design of splines, few publications have tackled the problem of misaligned spline coupling. Nevertheless, the accurate results we obtained were obtained using dedicated simulation tools, which are not commercially available. Nevertheless, such tools can provide a useful reference for our approach. It would be beneficial if designers could use simple tools for evaluating contact pressure peaks. Our analytical approach makes it possible to find answers to such questions.
The design of a spline coupling for aerospace applications must be accurate to minimize weight and prevent failure mechanisms. In addition to weight reduction, it is necessary to minimize fretting fatigue. The pressure distribution on the spline coupling teeth is a significant factor in determining its fretting fatigue. Therefore, we use analytical and experimental methods to examine the contact pressure distribution in the axial direction of spline couplings.
The teeth of a spline coupling can be categorized by the type of engagement they provide. This study investigates the position of resultant contact forces in the teeth of a spline coupling when applied to pitch diameter. Using FEM models, numerical results are generated for nominal and parallel offset misalignments. The axial tooth profile determines the behavior of the coupling component and its ability to resist wear. Angular misalignment is also a concern, causing misalignment.
In order to assess wear damage of a spline coupling, we must take into consideration the impact of fretting on the components. This wear is caused by relative motion between the teeth that engage them. The misalignment may be caused by vibrations, cyclical tooth deflection, or angular misalignment. The result of this analysis may help designers improve their spline coupling designs and develop improved performance.
CZPT polyimide, an abrasion-resistant polymer, is a popular choice for high-temperature spline couplings. This material reduces friction and wear, provides a low friction surface, and has a low wear rate. Furthermore, it offers up to 50 times the life of metal on metal spline connections. For these reasons, it is important to choose the right material for your spline coupling.
High-performance vehicles
A spline coupler is a device used to connect splined shafts. A typical spline coupler resembles a short pipe with splines on either end. There are 2 basic types of spline coupling: single and dual spline. One type attaches to a drive shaft, while the other attaches to the gearbox. While spline couplings are typically used in racing, they’re also used for performance problems.
The key challenge in spline couplings is to determine the optimal dimension of spline joints. This is difficult because no commercial codes allow the simulation of misaligned joints, which can destroy components. This article presents analytical approaches to estimating contact pressures in spline connections. The results are comparable with numerical approaches but require special codes to accurately model the coupling operation. This research highlights several important issues and aims to make the application of spline couplings in high-performance vehicles easier.
The stiffness of spline assemblies can be calculated using tooth-like structures. Such splines can be incorporated into the spline joint to produce global stiffness for torsional vibration analysis. Bearing reactions are calculated for a certain level of misalignment. This information can be used to design bearing dimensions and correct misalignment. There are 3 types of spline couplings.
Major diameter fit splines are made with tightly controlled outside diameters. This close fit provides concentricity transfer from the male to the female spline. The teeth of the male spline usually have chamfered tips and clearance with fillet radii. These splines are often manufactured from billet steel or aluminum. These materials are renowned for their strength and uniform grain created by the forging process. ANSI and DIN design manuals define classes of fit.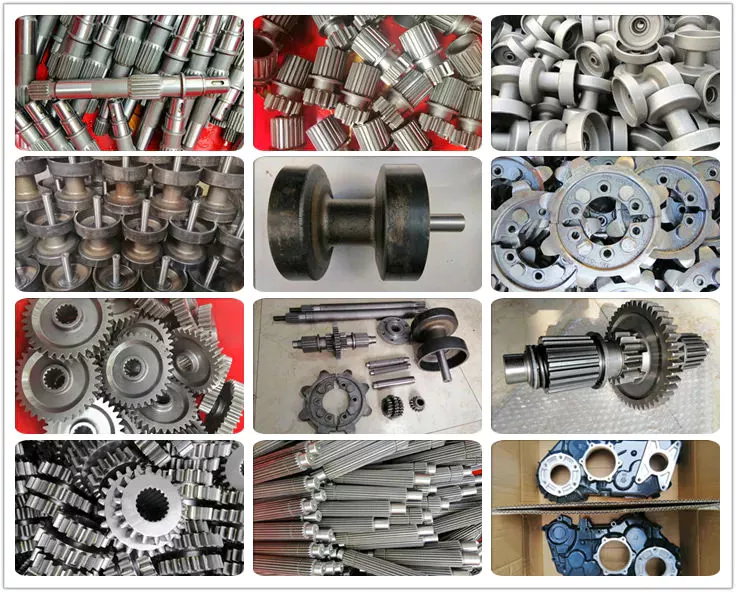
Disc brake mounting interfaces
A spline coupling for disc brake mounting interfaces is a type of hub-to-brake-disc mount. It is a highly durable coupling mechanism that reduces heat transfer from the disc to the axle hub. The mounting arrangement also isolates the axle hub from direct contact with the disc. It is also designed to minimize the amount of vehicle downtime and maintenance required to maintain proper alignment.
Disc brakes typically have substantial metal-to-metal contact with axle hub splines. The discs are held in place on the hub by intermediate inserts. This metal-to-metal contact also aids in the transfer of brake heat from the brake disc to the axle hub. Spline coupling for disc brake mounting interfaces comprises a mounting ring that is either a threaded or non-threaded spline.
During drag brake experiments, perforated friction blocks filled with various additive materials are introduced. The materials included include Cu-based powder metallurgy material, a composite material, and a Mn-Cu damping alloy. The filling material affects the braking interface’s wear behavior and friction-induced vibration characteristics. Different filling materials produce different types of wear debris and have different wear evolutions. They also differ in their surface morphology.
Disc brake couplings are usually made of 2 different types. The plain and HD versions are interchangeable. The plain version is the simplest to install, while the HD version has multiple components. The two-piece couplings are often installed at the same time, but with different mounting interfaces. You should make sure to purchase the appropriate coupling for your vehicle. These interfaces are a vital component of your vehicle and must be installed correctly for proper operation.
Disc brakes use disc-to-hub elements that help locate the forces and displace them to the rim. These elements are typically made of stainless steel, which increases the cost of manufacturing the disc brake mounting interface. Despite their benefits, however, the high braking force loads they endure are hard on the materials. Moreover, excessive heat transferred to the intermediate elements can adversely affect the fatigue life and long-term strength of the brake system.

